Electrical discharge machining



- Empty
- Empty
Good for machining high-hardness materials a drill or press has difficulty machining.
Electrical discharge machining involves immersing the workpiece in machine liquid and removing material via melting-fusion, through the use of current discharges between two electrodes.
The melting process, triggered by discharging electricity from the piece's surface, makes it work on any conductive material.
It works on materials difficult to work with (or cut) due to their high hardness, such as cemented carbide, molybdenum, tantalum, titanium, tungsten, and platinum.
The melting-fusion machining process results in few of the burrs seen in cutting, producing a more refined finish.
Toray Precision’s proprietary technology chiefly includes:
- Sinker electrical discharge machine
- Wire-cut electrical discharge machine
We use the machining device best suited to customer requests and required specifications.
Features
Sinker electrical discharge machining
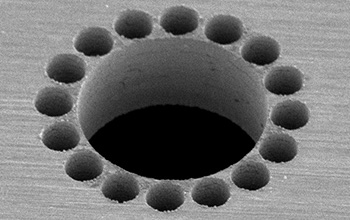
This method works by preparing electrodes with the geometry of the desired shape, and then discharging sparks in a way that "copies" the surface profile of the electrodes to the workpiece. Customizing the shape of the electrodes allows for machining not just circular holes, but many other complex shapes. This is useful in machining minute, non-circular holes or twisting shapes.
The smallest machinable radius is ⌀0.003 mm, small enough to create even minute holes.
We also have a device (developed in-house) that can machine multiple holes with high positional precision.
Wire-cut electrical discharge
In this method, the electrodes are thin wires that are run through the workpiece to discharge electricity and machine the piece. This allows for jigsaw-type machining, letting operators carve out workpieces in any shape they like.
It also allows them to perform work like cutting or slitting, as well as cross-sections with tapered surface finishes.

Chief machining specs
| Material | Difficult-to-cut materials (carbide, molybdenum, tantalum, titanium, tungsten, platinum, etc.) |
|---|---|
| Hole diameter | Approx. 0.003 mm and up (depending on material) |
Please consult in such a case
Toray Precision’s solution
- Precision processing with materials difficult to process or machine
- Test-building and small-lot production of precision micro-parts
- Nozzle design / production
- Boosting flow-rate control precision
- Producing nozzles for micro-coating
- Producing metal filters with high-aperture ratios
- Suction jig production
Product using Electrical discharge machining is here
- Spinning nozzles for synthetic fibers Product introduction page
- Non-woven fabric nozzles Product introduction page
- Inkjet nozzles Product introduction page
- Dispenser nozzles Product introduction page
- Sonic nozzles Product introduction page
- Injection / Jet / Spray nozzles Product introduction page
- Electron beam parts Product introduction page
- Vacuum plates for small parts Product introduction page
- Precision / specialist devices Product introduction page